11 Years Manufacturer ROUND BAR for Azerbaijan Importers

Short Description:
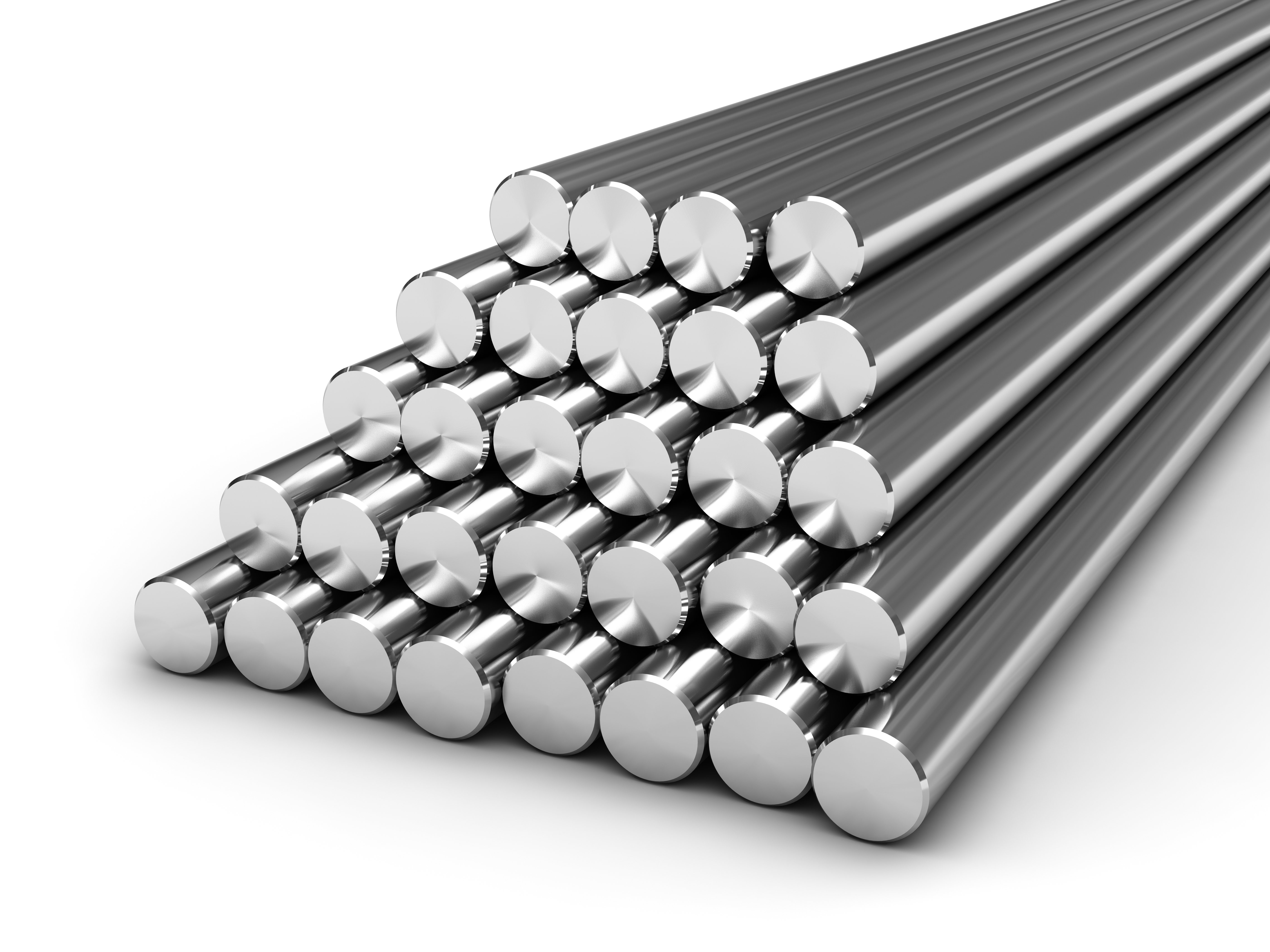
Length Up to 16,000 mm Diameter Max 1,200 mm
11 Years Manufacturer ROUND BAR for Azerbaijan Importers Detail:
| Length | Up to 16,000 mm |
|---|---|
| Diameter | Max 1,200 mm |
Product detail pictures:
11 Years Manufacturer ROUND BAR for Azerbaijan Importers, The product will supply to all over the world, such as: , , ,
https://www.smithy.com (view transcription of video below)
Learn about the basics of metal lathe operations using our Smithy Granite combo lathe/mill/drill machines. You can visit us at www.smithy.com for more information or send us any questions about your project. Our trained technicians will be glad to help you with your project.
“The selection of a cutting tool is probably the most important decision a machinist can make. We are going to cover some of the basics, but I urge everyone who intends to use the lathe, to learn as much about cutting tools as possible. They are the key to the quality of your work. Lathe tools are made from many different types of materials, in many sizes and styles. The three types we are using today are, from the left, high-speed steel tools, carbide-tipped tools, and on the right, carbide-insert tools.
High-speed steel tools can be used on many turning operations, on all but the toughest alloys. The tools are sold as blanks in many sizes and grades. The machinist grinds the point of the tool depending on the type of metal he is cutting and the type of turning operation he intends to do. A good machinist’s handbook will give you the standard guidelines for grinding high-speed steel tools.
The cutting edge of a carbide-tipped tool is brazed to the end of a steel shank. The shape of the cutting edge, it’s profile and cutting angles, are manufactured into the tool. A little cleanup on a green wheel, a silicone carbide grinding wheel, and the tool is ready to go. Cemented carbide will handle much more heat than high-speed steel, so carbide tools are able to cut tougher metals, and cut at higher speeds.
Cemented carbide is also used to make small inserts that are clamped to a tool shank. This style insert is manufactured with a cutting edge on each of its three sides. After an edge is dulled, the insert can be unclamped and rotated to the next side. After all the edges are dulled, the insert is thrown away and replaced by a new one. Although this type of cutting tool was designed for the demands of the high production work, it’s really a great tool for the beginner because it allows even the person with little or no tool sharpening experience the ability to easily maintain a properly formed, sharp tool.
No matter what type of material the cutting tool is made of, it’s the shape of the tool that determines how it can be used. The profile of the tool’s point determines the type of cut the tool is designed to make. The location on the cutting edge on the point of the tool determines the direction that the tool will cut. Turning and facing tools are either right- or left-hand tools depending on which side of the tool shank the cutting edge is ground. Right-hand tools cut from right to left because the cutting edge is on the left side of the tool’s point. Facing from the center of a part to the outer edge cutting right to left, requires a right-hand facing tool. Left-hand turning and facing tools cut from left to right, cutting away from the headstock in a turning operation, or from the outer edge to the center, in a facing operation. The cutting edges on these tools are on the right side of the tool’s point.
Sending a tool straight into a work piece is called a plunge cut. This type of cut requires a tool that has the cutting edge square on the nose of the tool.
Here we are using a high-speed steel cutoff blade and holder.
The position of the tool in the tool holder is very important. Tools should always be placed as far into the tool holder as possible. To give the cutting edge adequate support, and to reduce the possibility of the tool vibrating. In the case of a boring tool, only the length needed to clear the hole should extend out beyond the tool holder. The height of the tool should be set to match the center of the lathe axis. A lathe center placed in the tailstock can be used as a gauge to set the height. On this tool holder, shims and spacers are used to raise the tool. The tailstock is also used as a tool holder for drilling, reaming, counter-sinking and thread-tapping operations on the lathe.”
Láp Tròn Đặc Chế Tạo Cơ Khí 20X, 40X, S45C, S50C, SKD11, SKD61, SUJ2, 65Mn, 40CrMnMo, Láp Tròn Đặc Chế Tạo Cơ Khí 20X, 40X, S45C, S50C, SKD11, …