Big discounting CUSTOMIZATION for Ethiopia Manufacturer

Short Description:
According to the customers’ demand.
Big discounting CUSTOMIZATION for Ethiopia Manufacturer Detail:
According to the customers’ demand.
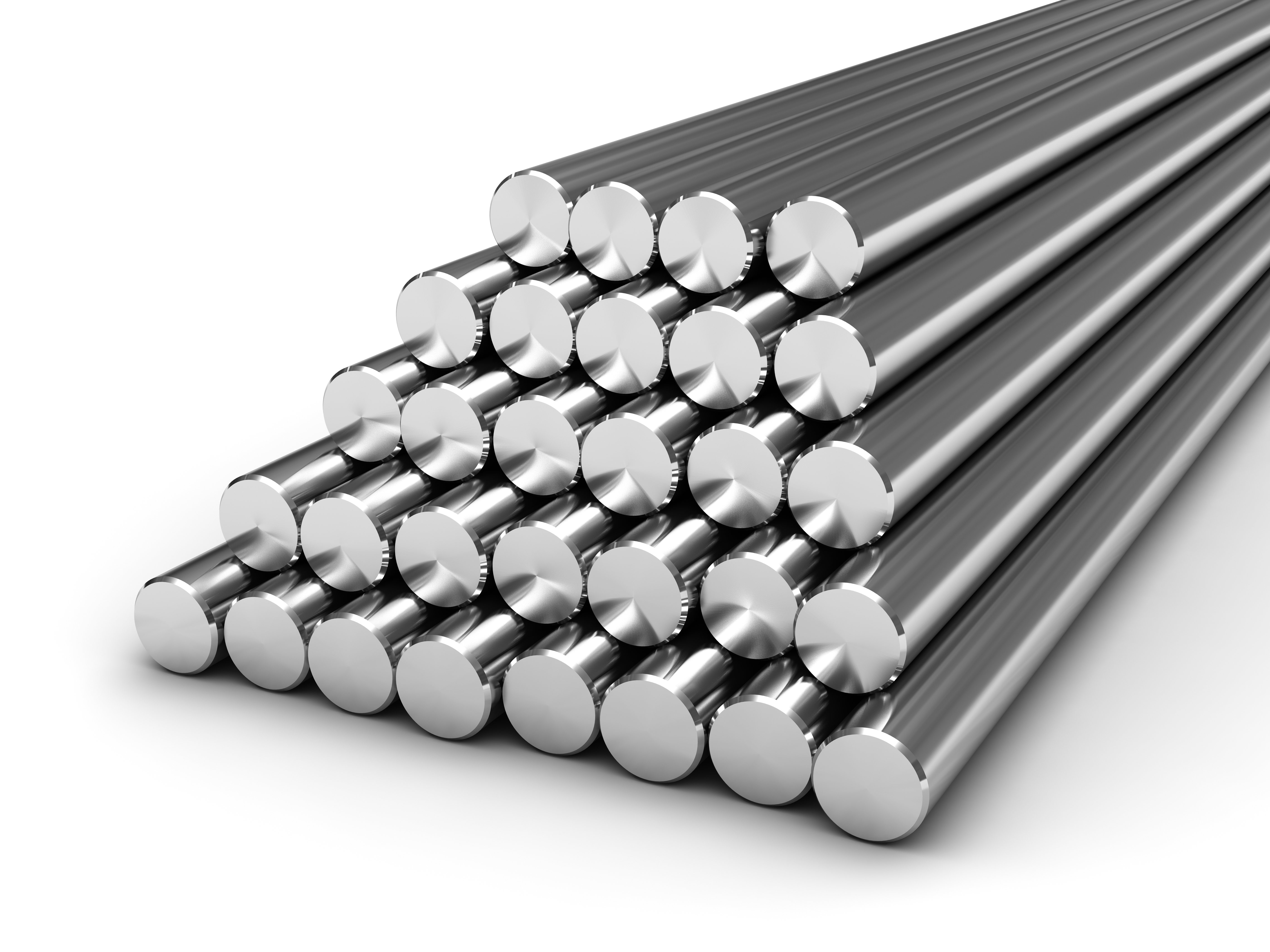
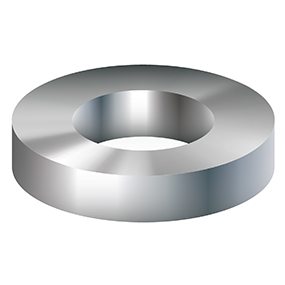
Product detail pictures:
Big discounting CUSTOMIZATION for Ethiopia Manufacturer, The product will supply to all over the world, such as: , , ,
Website: https://tj.zzsteel.net/
Email: sales@zzsteel.net
Tianjin Zhan Zhi Investment Corporation Limited founded in 2008. It is a branch of Shanghai Zhanzhi Industry Group Co.,Ltd., it is founded in early 1990s,located in Shanghai Yangpu District, is a large-scale comprehensive enterprise group, combining steel trade, processing and distribution of steel, steel raw materials, real estate development, financial investment and other industries. The registered capital is 200 million RMB.